Introduction
As brands and packaging suppliers search for alternatives to traditional paper and plastic packaging, stone paper packaging has attracted growing attention. Made primarily from mineral powder and a small proportion of polymer resin, stone paper offers unique characteristics such as water resistance, tear resistance, and printability.
However, many buyers, importers, and packaging professionals are unfamiliar with how stone paper packaging is actually manufactured.
This guide explains the complete manufacturing process of stone paper packaging, from raw material preparation to finished packaging products, helping businesses better understand the technology behind this innovative packaging material.
What Is Stone Paper?
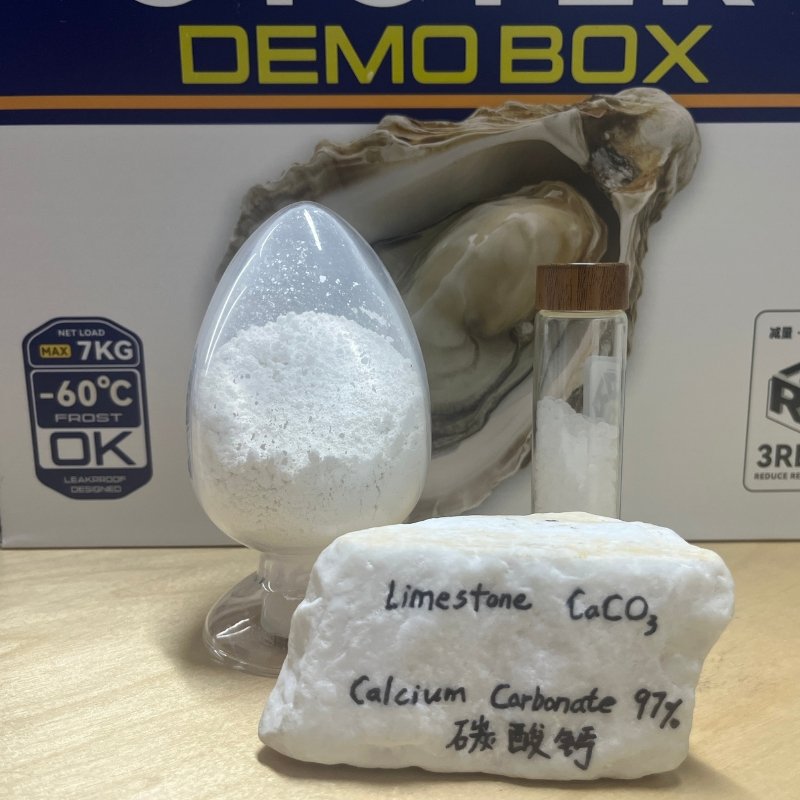
Stone paper is a mineral-based material primarily composed of finely ground calcium carbonate (CaCO₃), combined with a small percentage of polymer resin that functions as a binding agent.
The calcium carbonate is typically sourced from limestone, one of the most abundant minerals on Earth.
Unlike traditional paper, stone paper does not rely on wood pulp as its primary raw material. Instead, mineral particles form the majority of the material structure.
Depending on the formulation and application, stone paper commonly contains:
- 70–80% calcium carbonate
- 20–30% polyethylene or polypropylene resin
The exact composition varies among manufacturers and product requirements.

The Raw Materials Used in Stone Paper Packaging
Calcium Carbonate Powder
Calcium carbonate serves as the main component of stone paper.
The mineral undergoes:
- Crushing
- Grinding
- Purification
- Particle size classification
Ultra-fine particle sizes are often required to achieve smooth surfaces and consistent material performance.
Polymer Resin
Polyethylene (PE) or polypropylene (PP) resin acts as a binder.
Its functions include:
- Holding mineral particles together
- Providing flexibility
- Improving durability
- Enhancing processing performance
Additives
Manufacturers may add small amounts of additives to improve:
- UV resistance
- Printability
- Surface finish
- Processing stability
Step 1: Mineral Powder Preparation
The manufacturing process begins with limestone mining and processing.
Large limestone rocks are crushed and refined into ultra-fine calcium carbonate powder.
Quality control during this stage is critical because particle size directly influences:
- Surface smoothness
- Print quality
- Mechanical strength
- Production consistency
The resulting powder is carefully screened to ensure uniformity.
Step 2: Material Compounding
After preparation, calcium carbonate powder is blended with polymer resin.
This process occurs in industrial compounding equipment where materials are mixed under controlled temperatures.
The objective is to create a homogeneous composite material with consistent properties throughout the mixture.
During this stage manufacturers carefully control:
- Temperature
- Mixing speed
- Mineral-to-resin ratio
- Material dispersion
Proper compounding is essential for producing high-quality stone paper sheets.
Step 3: Pellet Production
The compounded material is then converted into plastic-like pellets.
These pellets become the feedstock for sheet manufacturing.
Pelletizing offers several advantages:
- Easier storage
- Consistent feeding
- Improved production efficiency
- Better quality control
The pellets are cooled, dried, and inspected before moving to the next production stage.
Step 4: Sheet Extrusion
The pellets enter an extrusion system where they are heated and melted.
The material passes through a flat die and emerges as a continuous sheet.
This stage determines key characteristics including:
- Thickness
- Surface texture
- Material density
- Sheet width
Modern extrusion lines use automated controls to maintain precise tolerances throughout production.
Step 5: Stretching and Orientation
Many stone paper manufacturers use a stretching process to improve material performance.
During orientation, the sheet is stretched under controlled conditions.
This process helps:
- Increase strength
- Improve dimensional stability
- Enhance flexibility
- Optimize printing surfaces
The exact stretching method depends on the intended packaging application.
Step 6: Surface Treatment
After extrusion, the sheet may undergo surface treatment.
This step improves:
- Ink adhesion
- Print quality
- Coating performance
- Packaging appearance
Common treatments include:
- Corona treatment
- Surface coating
- Functional finishing
These processes prepare the material for high-quality graphics and branding.
Step 7: Printing
Stone paper packaging supports several commercial printing methods.
Common options include:
- Offset printing
- UV printing
- Flexographic printing
- Digital printing
The smooth surface of stone paper often allows for high-resolution image reproduction and vibrant colors.
For packaging applications, printing is typically completed before conversion into finished boxes.
Step 8: Packaging Conversion
The printed stone paper sheets are transformed into packaging products through converting processes.
These may include:
Die Cutting
Precision cutting creates box shapes and folding structures.
Creasing
Crease lines enable efficient folding during box assembly.
Welding or Assembly
Depending on the packaging design, manufacturers may use:
- Heat welding
- Mechanical assembly
- Adhesive bonding
The result is a finished stone paper packaging product ready for shipment.
Quality Control in Stone Paper Packaging Manufacturing
Quality assurance is essential throughout production.
Manufacturers commonly evaluate:
- Material thickness
- Weight consistency
- Tensile strength
- Tear resistance
- Print quality
- Dimensional accuracy
Packaging products intended for export markets often undergo additional performance testing based on customer requirements.
Applications of Stone Paper Packaging
Stone paper packaging is increasingly used in industries requiring moisture resistance and durability.
Common applications include:
- Fruit packaging boxes
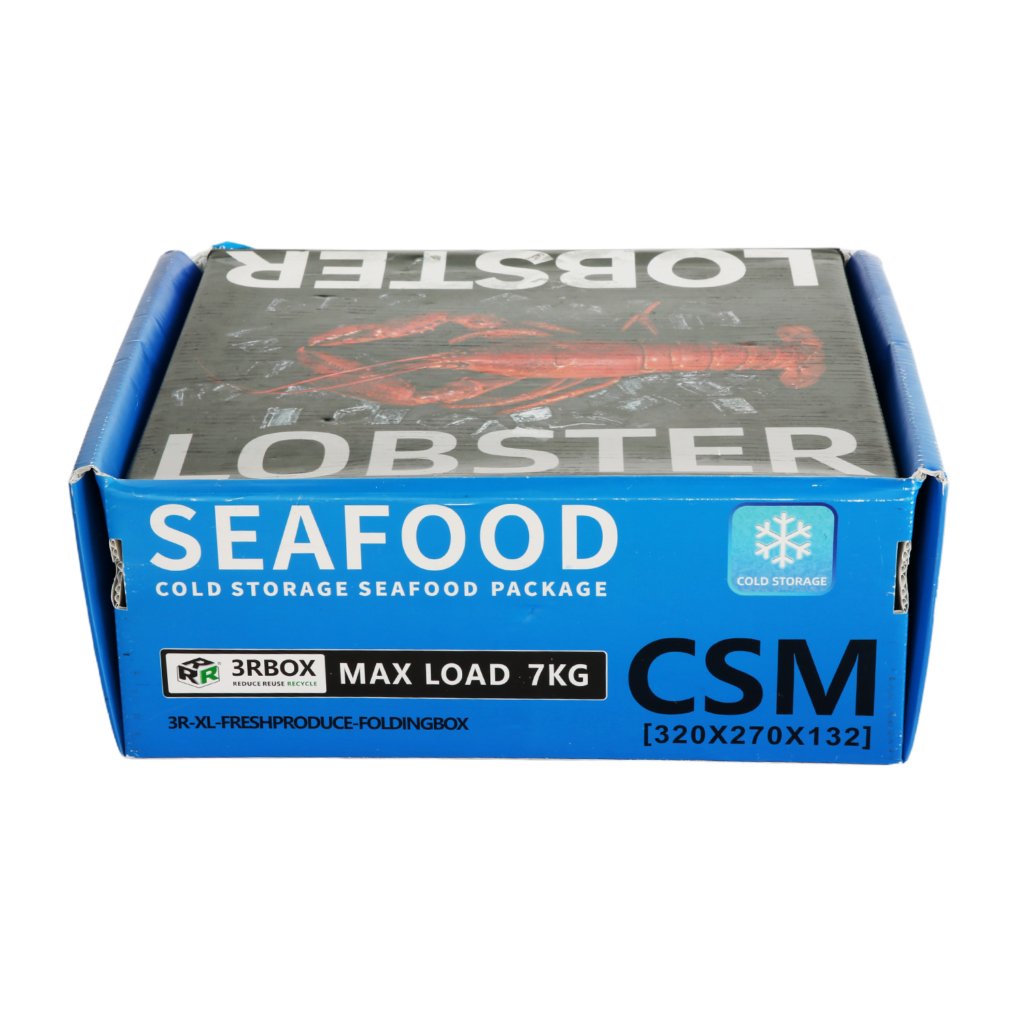
- Seafood packaging boxes
- Agricultural packaging
- Retail packaging
- Industrial packaging
- Export shipping boxes
Because of its water-resistant properties, stone paper packaging is particularly attractive for fresh produce and cold-chain logistics.
Benefits of Stone Paper Packaging Manufacturing Technology
The manufacturing process enables several practical advantages:
Excellent Moisture Resistance
Stone paper does not absorb water in the same way as conventional paper products.
Durable Structure
The mineral-polymer composite provides enhanced durability compared with many traditional paper materials.
High-Quality Printing Surface
The smooth sheet surface supports detailed graphics and branding.
Custom Manufacturing Flexibility
Manufacturers can produce:
- Various thicknesses
- Different box designs
- Custom dimensions
- Brand-specific packaging solutions
Future Trends in Stone Paper Packaging
As packaging regulations and sustainability goals continue to evolve, stone paper packaging technology is expected to focus on:
- Increased recycled content
- Improved material efficiency
- Lightweight packaging designs
- Enhanced circular economy compatibility
Manufacturers are also investing in advanced production technologies that improve product performance while reducing manufacturing waste.
Conclusion
Stone paper packaging is manufactured through a sophisticated process that combines calcium carbonate minerals with polymer resins to create durable, water-resistant packaging materials.
From mineral preparation and compounding to extrusion, printing, and box conversion, every production stage plays a role in delivering consistent packaging performance.
For industries such as agriculture, seafood, and export logistics, understanding how stone paper packaging is produced can help buyers make more informed packaging decisions and identify solutions that match their operational requirements.